-
产品中心
产品体验
质量管理解决方案
质量管理案例
-
服务与支持
-
关于我们
-
联系我们

FMEA分析及方法
- 【导读】
- FMEA是一种简单高效的质量问题分析方法,FMEA (Failure Mode Effects Analysis)故障模式与影响分析,其中failure的含义不限于“故障”,而是包含了各种质量问题在内。FMEA方法的适用范围包含工
3.1 FMEA分析方法及其适用范围
FMEA是一种简单高效的质量问题分析方法,FMEA(Failure Mode Effects Analysis)故障模式与影响分析,其中failure的含义不限于“故障”,而是包含了各种质量问题在内。FMEA方法的适用范围包含工艺设计、产品生产过程中各种质量问题的分析。在国际标准IS09004:2000(质量管理体系业绩改进指南》中,己将FMEA作为对“产品和过程的确认和更改”以及对“设计和开发”进行风险评估的工具。
3.2 FMEA方法的分类
由于产品故障可能与设计、制造过程、使用、承包商/供应商以及服务有关,因此FMEA可细分为:
1) DFMEA:设计FMEA
2) PFMEA:过程FMEA
3) EFMEA:设备FMEA
4) SFMEA:体系FMEA
其中设计FMEA和过程FMEA最为常用。
3.2.1 设计FMEA
设计FMEA:在一个设计概念形成之时或之前开始,并且在产品开发各阶段中,当设计有变化或得到其他信息时及时不断地修改,并在图样加工完成之前结束。其评价与分析的对象是最终的产品以及每个与之相关的系统、子系统和零部件。DFMEA在体现设计意图的同时还应保证制造或装配能够实现设计意图。设计FMEA适用于产品设计阶段的故障模式与影响分析。
3.2.2 过程FMEA
过程FMEA:指由负责制造的工程师/小组为确保尽最大可能考虑并记录潜在的失效模式和相关的原因/机理而使用的分析技术。过程FMEA则适用于工艺设计和生产制造过程的故障模式与影响的分析。
3.3 FMEA的作用
FMEA的作用主要有以下5点:
(1)深化设计要求,对设计方案进行评价:
(2)对失效模式进行量化;
(3)使设计认证试验更有效;
(4)以不同领域专业人员参与讨论,提高质量降低失效;
(5)为产品的使用信息反馈和跟踪服务提供便利,也为改进设计提供参考。
3.4 实行FMEA分析的目的
分析产品或生产过程中潜在的故障模式及其产生的影响或后果,并对可能出现的各种故障模式采取设计、工艺或操作方面的改进或补偿措施。潜在失效模式是指产品在使用过程中可能发生的功能丧失或造成相关零部件失效情况的“模式”。
潜在失效模式的寻找可以从以下几方面中获得:
(1)现有设计经验
(2)产品存档文件
(3)产品使用过程的修理记录
(4)客户抱怨或投诉
(5)类似产品案例
(6)事故统计分析数据或第三方调查统计分析
(7)试验认证中的偶发事件或错误操作导致的后果分析报告
3.5 名词术语
1)FMEA:潜在失效模式和效果分析
2)潜在故障:产品不能完成规定功能的可鉴别的状态。许多产品的故障模式有一个发展过程,在临近功能故障前,就可确定其将不能完成预定功能的状态,就是潜在故障。
3)失效模式:产品失效时的表现形式,如破损、断裂等
4)可靠性:产品在规定条件、规定时间内完成规定功能的能力。
5)后果分析:一种故障模式若发生会给客户带来的危害性有多大,在FMEA中危害性包含3层意思,并设法都进行了量化。这3层意思分别为:
(1)故障模式所产生后果的严重度;
(2)故障模式的起因和发生频度;
(3)故障模式起因的不可探测程度。
6)危险度(S):故障模式发生后,对于系统造成的冲击和影响,包括对顾客、下一工序或系统产生的影响程度。
7)发生频度(0):故障模式发生的几率大小,通常以平均每一时段内发生次数来决定其等级程度。
8)检出度(D):某产品、工序或系统的失效因素能被检测出来的几率,或故障能被使用者觉察出的机会或难易度。
9)风险:一个潜在损害可能造成财产损失或安全的危害。
10)风险级别指数R.P.N.值(Risk Priority Number):由危险度(S)、发生频度(0)及检出度(D)三者乘积的系数,用以评定风险的高低程度。
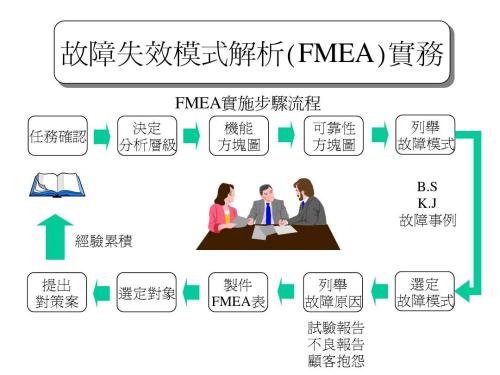
3.6 FMEA的一般程序
3.6.1 建立产品过程流程图
(1)收集分析产品的技术规范,明确产品的任务阶段及工作方式,产品结构及功能描述,产品的工作环境及任务时间等;
(2)建立产品的功能框图:在产品研制初期采用功能法展开FMEA分析或被分析的产品较复杂时,应建立产品的功能框图以表示产品及其各功能单元的工作情况与相互关系,以及产品同每个约定层次的功能逻辑顺序;
(3)建立DFMEA框图:进行DFMEA前,应把产品分割成具有独立功能的部件,按照完成任务和满足顾客需求的要求,建立用于DFMEA的框图e DFMEA框图可以包括原材料、机器设备、环境条件、人为因素、计算机软件等与产品故障模式与影响有关的要素,这是DFMEA框图与可靠性框图不同之处;
(4)过程流程图/风险评估图:由于大量的过程一般都是成熟的过程,为了突出重点,在进行PPMEA前,建立过程流程/风险评估图,列出所有工序,进行风险,选择高风险的工序进行PFMEA。
3.6.2 FMEA表格的填写方法
DFMEA是以设计工程师团队为主分析产品的每一个潜在的故障模式,并确定其发生原因和机理的一种分析技术,通过填写DFMEA表格来完成;而PFMEA则是以制造
工程师团队为主分析过程中每一个潜在的故障模式,并确定其发生原因和机理的一种分析技术,通过填写PFMEA表格来完成。
分析产品的某一故障模式时,一般可只考虑对于产品下作的影响.但如果某几个故障模式同时发生的概率不能忽略不计时,还应考虑这儿个故障模式同时发生的情况,作为一个新的故障模式来处理。如果发生危害度(S)≥8的故障模式,必须采取设计和工艺的更改措施,以消除这些故障模式或明显降低其发生的概率:对于RPN,应规定某一临界值C,当某一模式的故障原因的风险级别指数R.P.N.位(Risk Priority Number≥C时,应采取纠正措施或补偿措施:C的取值应根据组织的具体要求来定。
DFMEA和PFMEA分析应形成按技术责任制审核的技术报告,其重点是:本产品(或过程)的薄弱环节是什么?与竞争对手比较,木产品(或过程)有哪些不足?针对顾客当前或潜在的需求,有哪些改进措施?必须折时保留的危害度(S)≥8的故障模式应列出清单。随着产品研制的进展,DFMEA和PFMEA分析应不断进行修正和更新,FMEA报告应与产品文实具体情况相符,并成为累计排故经验、不断改进产品质量的有力工具。
3.7 半导体后段生产引入FMEA方法的必要性
半导体后段工序作为鉴定、分析产品品质和确保半导体器件满足产品规格达到设计预期的重要环节,引入FMEA方法对半导体后段工序中的故障模式进行分析归纳,找出影响误测定的工具、人员、环境、方法等因素并及时予以校正,来降低误测定发生率,实现对生产活动的时间、质量、成本和安全等关键因素加以掌握,对于有效地提升产品质量和作业效率有现实的意义。
本文的研究结果显示,A公司在导入FMEA分析方法后,通过分析后段工序的主要失效模式来制定对措,在对策实施后,可实现生产过程中以下项目的改善:
(1)提升渊试质量;
(2)减少返工,缩短作业时间;
(3)减少设备和工具的外部故障,降低维修费用;
(4)建立过程改善措施的优先级别;有效判断故障的程度。

 产品视频
产品视频

 下载产品资料
下载产品资料  服务与支持
服务与支持 
