-
产品中心
产品体验
质量管理解决方案
质量管理案例
-
服务与支持
-
关于我们
-
联系我们

汽车铝合金生产中MAS分析的侧重点
- 【导读】
- 在铝合金的生产控制和品质判定过程中,涉及到温度、称重以及化学成分、物理性能分析等测量,本文对一些测量设备进行MSA分析,并对这些做MSA分析的测量设备是否要做五性的分析进
摘要。在铝合金的生产控制和品质判定过程中,涉及到温度、称重以及化学成分、物理性能分析等测量,本文对一些测量设备进行MSA分析,并对这些做MSA分析的测量设备是否要做五性的分析进行了讨论。
汽车整车厂认为汽车零组件生产厂家若仅针对量具定期检定(校准)并不能确保产品最终的测量结果,检定(校准)只能调整计量器具示值的误差,并不能完全反映出该量具在生产制造现场可能出现的各种变差问题;因此,对于汽车零组件生产企业来说,为避免可能存在的潜在零件质量问题及顾客车辆可能因此而被“召回”的风险,必须对相关的“测量系统”进行分析,即:MSA分析。根据同样的风险规避原则汽车零组件生产企业又会要求其原材料生产企业进行ISO/TSl6949汽车业质量体系认证,而MSA在ISO/TSl6949中具有强制性要求。
MSA是在分析整个测量过程中有可能对测量有所影响的问题,要求我们按照“过程”原则来管理测量的各项活动,通过对测量过程中的测量设备、标准、操作方法、软件、人员、环境等有可能造成测量误差的因素进行分析找出那些有可能造成测量误差的环节。
1测量系统的五性及相关的分析方法
MSA分析主要是对计量型量具进行重复性、再现性、稳定性、线性和偏倚,“五性”分析;对计数型量具作风险分析,其目的是通过测量系统所呈现的变差,即:测量系统输出数据的质量情况,来判断测量系统是否可被接受。
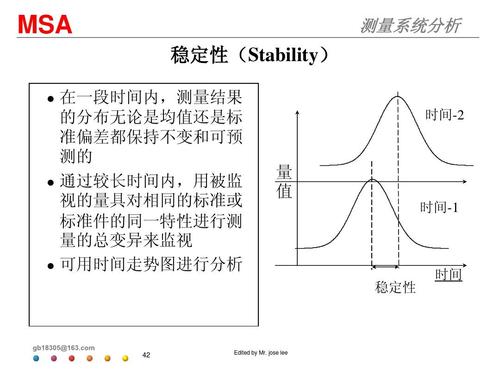
重复性(EV),是由一个评价人使用一件测量仪器,对同一零件的某一特性进行多次测量下的变差(是在固定的核己定义的测量条件下,连 续(短期内))多次测量中的变差,因此EV又被称为——设备变差;再现性(AV),是由不同的评价人使用相同的量具(测量设备),测量一个零件的一个特性的测量平均值的变差,(在对产品和过程进行鉴定时,误差可能是评价人、环境(时间)或方法),因此AV又被称为——评价人变差;稳定性,是指测量系统变差随时间变化的结果,通常所用方法有均值极差法、图形分析法即均值极差图; 线性,是指在量具预期工作量程内,各测量数据与相应基准值之间的差值(偏倚)之变化情况;偏倚,是指测量所得测量值的平均值与参考值(真值)之间的差值,是由测量系统的系统误差所构成。
2 分析铝合金生产过程中涉及到的测量系统
在铝合金的生产控制和品质判定过程中,涉及到温度、称重以及化学成分、物理性能分析等多类测量,对哪些计量型测量设备进行MSA分析,并对能做MSA分析的计量型测量设备是否做“五性”分析进行了讨论。
2.1分析化学成分和物理性能用测量设备的MSA分析方法
光谱仪是对A356铝合金进行化学成分分析最重要的测量设备。拉力试验机(或材料试验机)是用于铝合金抗拉强度和硬度的测量设备。但在进行这些设备的MSA分析时我们发现,拉力试验 机属于破坏性测量设备,一个试样只能使用一次;光谱仪的测量点也只能测量一次。同时,因试样元素和试样含量、组织结构、冶炼方式、试样形态、添加元素、杂质含量、和物质均匀性等因素的影响,导致在同一块试样上不同的位置测试结果不一致,当监测点某种元素分布不均匀时,获得的测量结果就会出现较大的波动(即使使用稳定性较好的标准样品,也会不同程度的存在这些问题)。
对于光谱仪多元素自动测定,铝合金的主要成份:A1、Fe、Mg、Si、Zn、Pb等多种金属元素,生产中每种元素的含量都要进行控制,要求我们在影响合金特性的元素上进行综合分析。如果我们仍沿用简单的五性的分析方法进行分析,就会发现我们获得的数据并不能清晰的说明问题所在,甚至对设备维护、使用没有任何指导意义。
为此,我们必须认识到:首先,每一个测量点只能测量一次的测量方式决定了,该类测量设备的重复性和再现性均无法获得。其次,金属特性决定了,在进行测定时,试样金属成分稳定性会被带入,且这个变差不可确认。因此,我们需要做好的是:第一,建立对拉力试验机进行合理有效的、固定的校验调准制度。并保存相关记录,做好两次检定(校准)数据的比对工作,确认测量设备的工作特性是否稳定。第二,对于光谱仪可以使用三至五次独立测量的平均值与参考值之差的绝对值,且独立测量结果之差的绝对值均应符合(GB/T7999—2007)《铝及铝合金光电直读发射光谱分析方法》中规定的偏差要求,来判定光谱仪的特性是否满足要求。
2.2测量铝液熔炼、静置和浇铸温度的测量设备的MSA分析
铝液从电解槽中抽取出来约有900多摄氏度,注入熔炼炉中添加合金元素进行熔炼和搅拌,经过30分钟的静置,最终出炉浇铸。虽然在整个过程中,分三个温度控制过程且控制要求不同,但总体而言,温度处在降温通道中,现场的温度在不断的变化,要获得真正的测温系统的重复性和再现性,只能在实验室由标准设备给出。但是实验室计算出来的再现性反映不出现场使用人员能力。
同时,在温度测量中,通常采用K型热电偶配套表面温度计(或数显温度表)。现代电子技术的完善使得数显仪表的重复性非常的好,在正常 情况,分辨率为1的数字式仪表,输入标准信号能保持数小时不变,分辨率为0.1的数字式仪表,也仅仅会在±0.1的范围内小幅变化,与熔炼控制的(30~40)℃的温度控制范围和±7℃温度测量精度控制要求相比完全可以忽略不计。但是使用环境温度和灰尘等对数显仪表内部电子元件的稳定性的影响较大,对温度测量设备的稳定性的评价是非常重要的。因此,对温度测量设备的MSA分析,应着重放在测量设备的稳定性和偏倚的分析测试上。
2.3称重测量设备的MSA分析
在添加合金元素和产品出厂计量时,我们会使用到机械台秤或电子台秤。对于机械台秤,会受到承重刀口和内部测量杠杆磨损的影响;受到使用测量时物品放置位置变化的影响,应全面进行五性的分析,但是分析间隔时间的长短应根据多次MSA评价的结果进行评价,MSA评价良好的可以延长分析评价时间间隔,波动较大的应缩短评价时间间隔。对于电子台秤,同温度仪表一样,数字类产品的重复性是非常良好的,但是稳定性却需要进行监督,重复性评价时间间隔可以延长(不需要每次进行MSA评价时都进行重复性评价),但是稳定性就需要在每个MSA评价周期内进行一次。
2.4成品尺寸测量的MSA分析
A356铝合金实际是一种铝冶炼的初级产品,在用于铝轮毂生产制作时还要被重熔、注模。因此,A356合金的成品尺寸主要在包装、贮存和运输时具有一般性的意义,它不像汽车零件对尺寸要求那么严格,因此我个人认为,成品尺寸测量系统可以不进行MSA分析。只需按要求选择合适的测量设备,做好测量设备的检定(校准)即可。
3在铝合金生产中做MSA分析需要注意的内容
第一,在进行MSA分析前,应先对所得数据先进行偏移和线性分析,判定该类数据是否可以用来作为MSA分析,避免因使用未进行判定的数据进行计算,导致出现不真实的MSA判定。
第二,MSA的重复性和再现性分析只适用于分析非破坏性检验设备或工具。对于具有破坏性的测量,如:使用拉力试验机测试抗拉强度,以及使用光谱仪 分析金属物质含量等测量,测量所用的样品的测量点从严格意义上来说,只能使用一次,因此不具有可重复性,同时,也不具有可再现性。
第三不要对自动化测量设备也开展整个MSA分析,因为自动化测量设备是不具备完整的重复性(EV)和再现性(AV)判定要素,如:手动测量设备通常受操作者技能的影响;但是对于自动的系统操作者不是测量过程产生变差的主要原因。因此,如果要对自动化测量设备进行MSA分析也只能是使用公差来计算和统计分析部分。
第四,不要对工艺流程中的监测参数开展整个MSA分析,因为,流程中的测量是时时的,被监测参数不具备完整的重复性(EV)和再现性(AV)判定要素。第五,对测量设备的“五性”分析应结合测量设备的检定(校准)情况、使用状况和MSA历史分析结果等进行多方面的评价。并应在进行MSA评价前制定合理、有效的评价计划。
4结论
在铝合金生产企业建立MSA分析,从本质上来说,是为了确保使用测量数据的质量,并主要用于那些可以重复读取数据的测量设备(或测量系统)。进行MSA的分析是复杂,分析获得的数据的应用更加复杂,因此,在进行分析之前,我们应做好数据应用有效性的确认和测量设备进行MSA分析的可行性和必要性的评价,不片面的强调MSA分析,使得MSA分析出来的数据即有效又有用。同时,我们还应认识到有效的、定期的周检制度,科学合理的调校规范也是获取高质量测量数据的有力保证。

 产品视频
产品视频

 下载产品资料
下载产品资料  服务与支持
服务与支持 
